

Crosslinked polyethylene, commonly referred to as PEX (or PE-X in European nomenclature), is a thermoset polymer produced by introducing covalent crosslinks between individual polyethylene macromolecular chains. Unlike conventional thermoplastic high-density polyethylene (HDPE), the three-dimensional network structure in PEX prevents the material from melting upon heating, resulting in substantially improved thermal resistance, mechanical integrity under sustained loading, and resistance to environmental stress cracking. These properties have made PEX a material of choice for pressurised piping systems in building services, hydronic heating and cooling, potable water distribution, and an expanding range of industrial applications.
The designation PEX-a, PEX-b, and PEX-c refers not to a quality hierarchy but to the crosslinking method employed during manufacture. PEX-a is produced by the peroxide method, known industrially as the Engel method after its German inventor Thomas Engel, who patented the process in the mid-1960s. PEX-b is manufactured using a silane-based moisture-cure process (Sioplas or Monosil), in which crosslinking occurs as a secondary post-extrusion step. PEX-c is produced by exposing extruded polyethylene tubing to high-energy electron beam irradiation, a process sometimes termed the radiation method. A fourth variant, PEX-d, utilising azo-compound crosslinking, exists but has no significant commercial presence in potable water systems.
Among these methods, PEX-a occupies a distinctive position in the market. Because the peroxide crosslinking reaction takes place while the polyethylene is in its amorphous melt state—above the crystalline melting temperature—PEX-a achieves a highly uniform, homogeneous crosslinked network throughout the entire pipe wall. This characteristic underpins many of the mechanical and performance advantages that have led to the widespread adoption of PEX-a in demanding applications, including underfloor radiant heating, domestic hot and cold water plumbing, district heating networks, and snow-melt systems. PEX-a is the predominant choice in the Nordic countries and much of Central Europe, and its use has grown substantially in North America since the publication of ASTM F876 in 1984.
PEX-a is recognised as the most flexible variant among all crosslinked polyethylene types. The peroxide crosslinking process, which takes place at temperatures between 150°C and 200°C in the melt phase, produces a crosslinked network that is uniform and of inherently low residual stress. Because the polymer chains are crosslinked while in a disordered, amorphous state, the resulting material is softer and more pliable than PEX-b or PEX-c, where crosslinking occurs either post-extrusion or below the crystalline melting point. In practical terms, PEX-a tubing can achieve minimum bending radii of approximately five to six times the outside diameter without mechanical aids, compared to roughly eight times the outside diameter typically required for PEX-b. This flexibility simplifies routing through confined spaces, reduces the number of fittings required, and lowers overall installation labour.
The crosslinked molecular network in PEX-a confers excellent thermal stability. While thermoplastic HDPE softens and eventually melts above approximately 130°C, crosslinked PEX does not exhibit a true melting transition because the covalent bonds between chains prevent molecular flow. According to the application classes defined in ISO 15875-1, PEX piping systems can serve at design temperatures up to 70°C or 80°C continuously, with allowances for periodic excursions to 90°C or 95°C depending on the class. For short-term fault conditions, PEX-a can withstand temperatures exceeding 100°C without structural failure, a critical safety margin for heating installations. The high and uniform crosslinking density achieved in PEX-a supports a shear modulus that remains comparatively stable even at elevated temperatures, which is directly relevant to long-term hydrostatic strength and creep resistance under sustained pressure.
PEX-a pipes are rated for service pressures consistent with the requirements of ISO 15875 and ASTM F876. In North American practice, standard SDR-9 PEX tubing is rated at 160 psi (approximately 11 bar) at 73°F (23°C), with derating at higher temperatures. European standards use a system of application classes with corresponding design pressures; for example, Class 2 service at 70°C permits maximum design pressures of 8 bar for a 50-year design life. The long-term hydrostatic strength of PEX-a, validated by regression testing in accordance with ISO 1167 and the reference curve methodology used in DIN 16892, demonstrates that PEX-a pipes exhibit predictable, ductile failure modes rather than the brittle cracking that can occur in inadequately crosslinked materials. This is a direct consequence of the homogeneous crosslinked network and the absence of residual crystalline stress concentrations.
One of the most significant advantages of crosslinking polyethylene is the dramatic improvement in environmental stress crack resistance (ESCR). Stress cracking—the slow, brittle failure of polyethylene under sustained stress in the presence of surface-active agents—is the primary failure mode for thermoplastic PE pipes. Crosslinking effectively eliminates this failure mechanism by tying the molecular chains into a network that resists disentanglement and chain pull-out. PEX-a, by virtue of its high and uniform degree of crosslinking (typically in the range of 70–80%, verified per ASTM D2765), demonstrates superior resistance to slow crack growth. ASTM F876 includes environmental stress cracking testing as a mandatory requirement for all PEX tubing, and PEX-a consistently performs well in these tests due to the completeness and uniformity of crosslinking throughout the pipe wall.
A distinctive and practically valuable property of PEX-a is its thermal memory, sometimes referred to as elastic memory or shape recovery. If a PEX-a pipe is kinked, bent beyond its elastic limit, or deformed during handling, the original shape can be substantially restored by applying localised heat—typically using a heat gun at moderate temperatures. This behaviour arises from the nature of the crosslinked network: the covalent crosslinks act as permanent anchoring points that define the equilibrium shape of the polymer network. When the pipe is heated above a threshold temperature, the chain segments between crosslinks gain sufficient molecular mobility to relax back toward their original configuration. This property is far more pronounced in PEX-a than in PEX-b or PEX-c, because the uniform, high-density crosslinked network in PEX-a stores more recoverable elastic energy. For installers, this means that minor installation damage can be repaired on-site without cutting and replacing the affected section.
PEX piping systems are designed for service lifetimes of 50 years or more under the application conditions defined in ISO 15875 and the corresponding national standards. The long-term performance of PEX-a is validated through extrapolated hydrostatic pressure testing per ISO 1167, in which pipe samples are subjected to internal pressure at elevated temperatures for periods up to 10,000 hours or longer. The regression curves obtained from these tests are then compared against the reference lines published in DIN 16892 and ISO 15875-2 to confirm that the material meets the minimum required strength (MRS) classification. PEX-a pipes from established manufacturers typically exhibit long-term hydrostatic stress values that comfortably exceed the minimum required thresholds, providing a significant safety factor over the intended design life. The resistance to oxidative degradation in chlorinated potable water is also addressed through mandatory testing per ASTM F876, which requires PEX tubing to demonstrate adequate stabiliser functionality and chlorine resistance.
The combination of flexibility, thermal memory, and consistent material properties translates directly into practical installation advantages. PEX-a can be supplied in long coil lengths, allowing continuous runs from manifold to fixture without intermediate joints—thereby reducing potential leak points. The material’s flexibility permits routing through tight spaces and around obstacles with simple bends rather than elbow fittings. PEX-a is also compatible with cold-expansion fitting systems (per ASTM F1960), in which the pipe end is mechanically expanded and then allowed to shrink back onto the fitting barb. This connection method exploits the elastic recovery property of PEX-a and produces joints with full-bore flow area and excellent pull-out resistance. The lightweight nature of PEX compared to copper or steel reduces transportation costs, simplifies on-site handling, and typically accelerates installation timelines.
While all three PEX types must meet the same minimum performance requirements when tested to ASTM F876 or ISO 15875, the underlying material characteristics differ in important ways. PEX-b, crosslinked via silane grafting and moisture cure after extrusion, produces crosslinks through silicon–oxygen–silicon bridges between polymer chains. This bridging mechanism can result in a stiffer product with somewhat lower flexibility than PEX-a. PEX-b also requires a secondary post-extrusion curing step (typically involving steam exposure for several hours), which adds process time and cost per unit of output. PEX-c, crosslinked by electron beam irradiation after extrusion, shares the direct carbon-to-carbon crosslink structure of PEX-a. However, because irradiation is applied from the outside of the pipe, achieving uniform crosslinking throughout the wall thickness can be challenging, particularly for larger-diameter products. The outer layers may receive a higher radiation dose than the inner layers, leading to potential variations in crosslinking density and, if not carefully controlled, to surface embrittlement. PEX-a’s melt-phase crosslinking avoids both of these issues by ensuring that the crosslinking reaction occurs uniformly throughout the material while the polymer is in a fully amorphous state.
PEX-a production technology has evolved significantly since the original Engel patent of the 1960s. Today, two principal extrusion approaches are used industrially: the traditional ram (piston) extrusion method and the modern continuous screw extrusion method with in-line infrared (IR) crosslinking. Both methods rely on peroxide chemistry to achieve crosslinking in the melt state, but they differ substantially in throughput, equipment design, and product characteristics. The following sections describe the shared raw material and chemistry fundamentals, followed by a detailed treatment of each extrusion approach.
The original industrial method for PEX-a production is ram extrusion, also known as piston extrusion. In this process, the HDPE–peroxide compound is loaded into a heated cylinder and forced through a long, heated die assembly under high pressure by the advancing piston. The die and mandrel assembly are maintained at temperatures between 200°C and 250°C. Crosslinking occurs progressively as the polymer melt passes through the die, so that by the time the pipe exits, the reaction is essentially complete. A critical engineering challenge in ram extrusion is managing the friction between the highly viscous crosslinked melt and the die surfaces; this is addressed through PTFE (Teflon) coatings on the die interior and specialised surface treatments on the core mandrel, including knurling and heat-resistant sleeves.
Ram extrusion is inherently a batch-mode or semi-continuous process. The piston stroke length limits the length of pipe that can be produced in a single cycle, and production speeds are comparatively low. The pipe surface typically exhibits characteristic ring marks corresponding to the piston strokes. While ram extruders remain in use—particularly in markets where lower capital investment is prioritised—this method is increasingly regarded as a legacy technology for PEX-a pipe production. Its principal limitations include low throughput, the batch nature of piston feeding, surface finish irregularities, and the difficulty of scaling to high-volume production.
The current state of the art in PEX-a production is continuous screw extrusion combined with in-line infrared (IR) oven crosslinking. This approach, developed and refined by leading machinery manufacturers, and represents a fundamental advance over ram extrusion in terms of productivity, product quality, and process control.
In this method, the HDPE compound containing a peroxide initiator is fed into an extruder. The screw and barrel design are optimised to melt and homogenise the compound while keeping the melt temperature below the peroxide decomposition threshold. This is a key distinction: the extruder must achieve thorough melting and mixing without prematurely triggering the crosslinking reaction. Precise temperature control—through carefully zoned barrel heating and cooling—ensures that the peroxide remains intact and uniformly dispersed within the melt as it exits the extruder through a pipe die and crosshead.
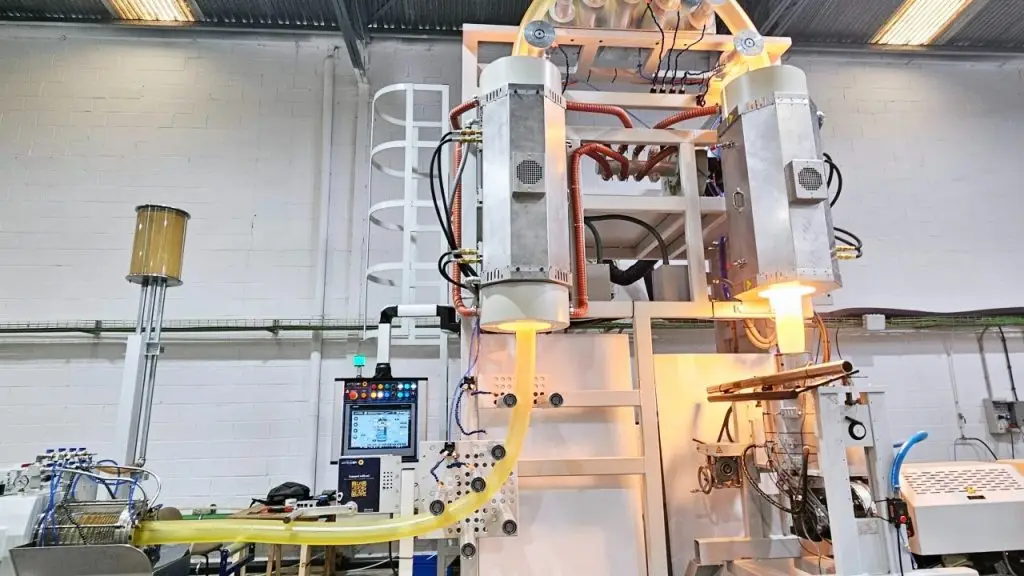
The extruded pipe, now formed but not yet crosslinked, immediately enters a vertical infrared oven positioned in-line with the extruder. The IR oven subjects the pipe to intense infrared radiation, rapidly raising the polymer temperature above the peroxide decomposition point and driving the crosslinking reaction to completion while the material is still in the melt state. A critical advantage of infrared heating over convective heat transfer is that IR radiation penetrates the pipe wall more deeply and uniformly, achieving homogeneous crosslinking throughout the entire wall thickness. The oven includes integrated cooling systems to prevent localised overheating, and extraction systems to remove gaseous decomposition by-products (such as acetophenone from DCP or tert-butanol from DTBP) generated during the crosslinking reaction.
The productivity advantages of continuous extrusion with IR crosslinking are substantial. Modern lines, such as the INTELLIGENT EXTRUSION SYSTEMS, achieve production speeds of up to 30 m/min—approximately six times higher than traditional ram extrusion. The product quality is also improved: the pipe exhibits a smooth, regular surface finish without the ring marks characteristic of ram extrusion, together with excellent dimensional consistency. The continuous nature of the process eliminates the batch limitations of ram extrusion and enables integration with downstream EVOH oxygen-barrier co-extrusion, automatic coiling, and in-line quality monitoring as a single, fully automated production system.
After exiting the crosslinking zone (whether the die in ram extrusion or the IR oven in continuous extrusion), the fully crosslinked pipe enters a controlled cooling section, typically involving a series of water baths or spray-cooling chambers. The cooling rate must be carefully managed to ensure dimensional stability and to minimise residual thermal stresses in the pipe wall. Cooling is performed gradually, allowing the polymer to crystallise in a controlled manner within the constraints of its crosslinked network. Overly rapid cooling can induce non-uniform crystallisation and internal stresses, while insufficient cooling can lead to dimensional instability. The cooled pipe passes through a haul-off unit that maintains consistent tension and line speed, followed by in-line diameter and wall thickness measurement (using laser or ultrasonic gauges), marking, and cutting to length or automatic coiling. In modern continuous lines, multi-layer capability is available: the PEX-a core pipe can receive an EVOH oxygen barrier layer and an outer PE protection layer through a secondary co-extrusion die, producing three-layer or five-layer composite pipes in a fully integrated production flow.

Quality control in PEX-a production combines in-line monitoring with laboratory testing. During production, key parameters such as pipe diameter, wall thickness, and process conditions are continuously tracked to ensure stable output. The degree of crosslinking is verified using gel content testing in accordance with ASTM D2765. This method measures the insoluble fraction of the material, with ASTM F876 requiring a minimum of 65%. In practice, PEX-a typically achieves higher values, reflecting effective crosslinking. Finished pipes are also tested for pressure resistance, long-term performance, and resistance to environmental and chemical effects, in line with relevant international standards.
The manufacture, testing, and use of PEX pipes are governed by an extensive framework of international, European, German, and American standards. These standards establish material requirements, dimensional specifications, test methods, and performance criteria that ensure product safety, reliability, and interoperability. The following sections outline the principal standards applicable to PEX-a piping.
PEX-a crosslinked polyethylene, produced by the peroxide (Engel) method, represents the benchmark for quality and performance in crosslinked polyethylene piping systems. The fundamental advantage of PEX-a lies in its production process: crosslinking occurs in the melt phase, above the crystalline melting temperature of the base HDPE resin, yielding a three-dimensional molecular network that is uniformly distributed, of low residual stress, and of consistently high crosslink density. This translates into superior flexibility, excellent thermal memory and shape recovery, outstanding resistance to environmental stress cracking, and robust long-term hydrostatic performance.
While PEX-b and PEX-c are capable materials that meet the same minimum performance standards, they are constrained by the inherent limitations of their respective crosslinking processes—silane-bridge chemistry and post-extrusion moisture cure for PEX-b, and dose-gradient challenges in electron beam irradiation for PEX-c. PEX-a avoids both of these limitations through its in-line, melt-phase crosslinking approach.
The comprehensive international standards framework—encompassing ISO 15875, EN ISO 15875, DIN 16892/16893, ASTM F876/F877, and ASTM D2765—ensures that PEX-a products are rigorously tested and certified before entering the market. For engineers, specifiers, contractors, and machinery manufacturers, PEX-a offers a technically sound, well-characterised, and proven material choice for demanding piping applications requiring long service life, reliable performance under thermal and mechanical stress, and efficient installation.