
1. Giriş
Çapraz bağlı polietilen (PEX veya Avrupa terminolojisinde PE-X), polietilen zincirleri arasında kovalent bağlar oluşturularak elde edilen termoset bir polimerdir. Geleneksel termoplastik yüksek yoğunluklu polietilenin (HDPE) aksine, PEX’in üç boyutlu ağ yapısı malzemenin ısıtıldığında erimesini engeller. Bu sayede yüksek sıcaklık dayanımı, sürekli yük altında mekanik stabilite ve çevresel gerilme çatlaklarına karşı üstün direnç sağlanır. Bu özellikler, PEX’i bina tesisatları, yerden ısıtma ve soğutma sistemleri, içme suyu dağıtımı ve birçok endüstriyel uygulama için ideal bir boru malzemesi haline getirmiştir.
PEX-a, PEX-b ve PEX-c sınıflandırmaları kalite farkını değil, üretimde kullanılan çapraz bağlama yöntemini ifade eder. PEX-a, Alman mucit Thomas Engel tarafından geliştirilen ve 1960’ların ortasında patenti alınan peroksit (Engel) yöntemi ile üretilir. PEX-b, silan bazlı nemle kürleme yöntemiyle (Sioplas veya Monosil) üretilir ve çapraz bağlama ekstrüzyon sonrası gerçekleşir. PEX-c ise ekstrüde edilmiş borunun yüksek enerjili elektron ışınına maruz bırakılmasıyla elde edilir. Azo bileşenli çapraz bağlama kullanan PEX-d ise ticari kullanım açısından yaygın değildir.
Bu yöntemler arasında PEX-a, pazarda özel bir konuma sahiptir. Çapraz bağlanma reaksiyonu, polietilen tamamen eriyik haldeyken gerçekleştiği için boru duvarı boyunca son derece homojen bir yapı oluşur. Bu yapı, PEX-a’nın mekanik ve performans avantajlarının temelini oluşturur. Bu nedenle PEX-a; yerden ısıtma, sıcak-soğuk su tesisatları, bölgesel ısıtma sistemleri ve kar eritme uygulamaları gibi zorlu alanlarda yaygın olarak tercih edilmektedir.
2. PEX-a Avantajları
2.1 Esneklik
PEX-a, tüm çapraz bağlı polietilen türleri arasında en yüksek esnekliğe sahiptir. Çapraz bağlanmanın eriyik fazda gerçekleşmesi, düşük iç gerilimli ve homojen bir yapı oluşturur. Bu sayede PEX-a borular, dış çapın yaklaşık 5–6 katı yarıçapta bükülebilirken, PEX-b’de bu oran genellikle 8 kattır. Bu esneklik, montaj kolaylığı sağlar, bağlantı sayısını azaltır ve işçilik maliyetlerini düşürür.
2.2 Isı Dayanımı
PEX-a’nın çapraz bağlı yapısı, yüksek sıcaklıklarda stabil kalmasını sağlar. HDPE yaklaşık 130°C’de yumuşarken, PEX gerçek anlamda erimez. ISO 15875 standardına göre PEX borular sürekli 70–80°C sıcaklıklarda çalışabilir ve kısa süreli olarak 90–95°C’ye dayanabilir. Acil durumlarda 100°C üzerindeki sıcaklıklara da dayanım gösterir.
2.3 Basınç Dayanımı
PEX-a borular, ISO 15875 ve ASTM F876 standartlarına uygun basınç dayanımına sahiptir. Homojen çapraz bağ yapısı sayesinde sünek kırılma davranışı gösterir ve uzun süreli basınç altında güvenilir performans sunar.
2.4 Çatlak Direnci ve ESCR
Çapraz bağlama, çevresel gerilme çatlaklarına karşı direnci önemli ölçüde artırır. PEX-a, %70–80 seviyesindeki yüksek ve homojen çapraz bağ oranı sayesinde yavaş çatlak büyümesine karşı üstün performans gösterir.
2.5 Termal Hafıza (Şekil Geri Kazanımı)
PEX-a’nın en dikkat çekici özelliklerinden biri termal hafızadır. Boru büküldüğünde veya zarar gördüğünde, ısı uygulandığında orijinal formuna geri dönebilir. Bu özellik, sahada onarım kolaylığı sağlar.
2.6 Uzun Hizmet Ömrü
PEX-a borular, ISO standartlarına göre 50 yıl ve üzeri kullanım ömrü için tasarlanmıştır. Yüksek sıcaklık ve basınç altında yapılan uzun süreli testler, malzemenin dayanıklılığını doğrular.
2.7 Montaj Avantajları
PEX-a, uzun rulolar halinde üretilebilir, bu da bağlantı noktalarını azaltır. Esnek yapısı sayesinde dar alanlarda kolay uygulanır. ASTM F1960 standardına uygun genişletmeli bağlantı sistemleri ile güvenilir ve sızdırmaz bağlantılar sağlar.
2.8 PEX-b ve PEX-c ile Karşılaştırma
PEX-b, silan bazlı çapraz bağlama nedeniyle daha sert bir yapı sunar ve ek kürleme süreci gerektirir. PEX-c ise radyasyon yöntemiyle üretildiği için duvar kalınlığı boyunca homojenlik sağlamak daha zordur. PEX-a, eriyik fazda gerçekleşen çapraz bağlama sayesinde en homojen ve dengeli yapıyı sunar.
3. PEX-a Üretim Süreci
PEX-a üretim teknolojisi, 1960’lardaki Engel yönteminden günümüze önemli ölçüde gelişmiştir. Günümüzde iki ana üretim yöntemi kullanılmaktadır:
• Geleneksel ram (piston) ekstrüzyon
• Modern sürekli vidalı ekstrüzyon ve IR (kızılötesi) çapraz bağlama
Her iki yöntem de peroksit bazlı çapraz bağlama prensibine dayanır, ancak üretim kapasitesi ve kalite açısından önemli farklar içerir.
3.1 Geleneksel Ram Ekstrüzyon (Engel Yöntemi)
Bu yöntemde, HDPE ve peroksit karışımı ısıtılmış bir silindir içine yüklenir ve piston yardımıyla yüksek basınç altında kalıptan geçirilir. Kalıp sıcaklığı 200–250°C aralığındadır ve çapraz bağlama kalıp içinde gerçekleşir.
Ram ekstrüzyonun en büyük zorluklarından biri, yüksek viskoziteli malzemenin kalıp yüzeyleriyle sürtünmesidir. Bu durum, PTFE kaplamalar ve özel yüzey işlemleri ile kontrol edilir.
Ancak bu yöntem yarı sürekli çalışır ve üretim hızı düşüktür. Boru yüzeyinde piston izleri oluşabilir. Günümüzde daha çok düşük yatırım maliyeti tercih eden pazarlarda kullanılır, ancak yüksek kapasiteli üretim için artık modern teknolojiler tercih edilmektedir.
3.2 Modern Sürekli Ekstrüzyon ve IR Çapraz Bağlama
Günümüzde en yaygın kullanılan yöntemdir. Sürekli çalışan ekstrüderler ve kızılötesi (IR) fırınlar ile çapraz bağlama prosesi hassas şekilde kontrol edilir. Bu sistemler yüksek üretim hızları, daha iyi yüzey kalitesi ve daha stabil proses kontrolü sağlar.
Extrusion360 olarak, PEX-a boru üretimi için en ileri ekstrüzyon teknolojilerini ve mühendislik çözümlerini sunarak, üreticilerin yüksek kalite, verimlilik ve uzun vadeli performans hedeflerine ulaşmasını sağlıyoruz.
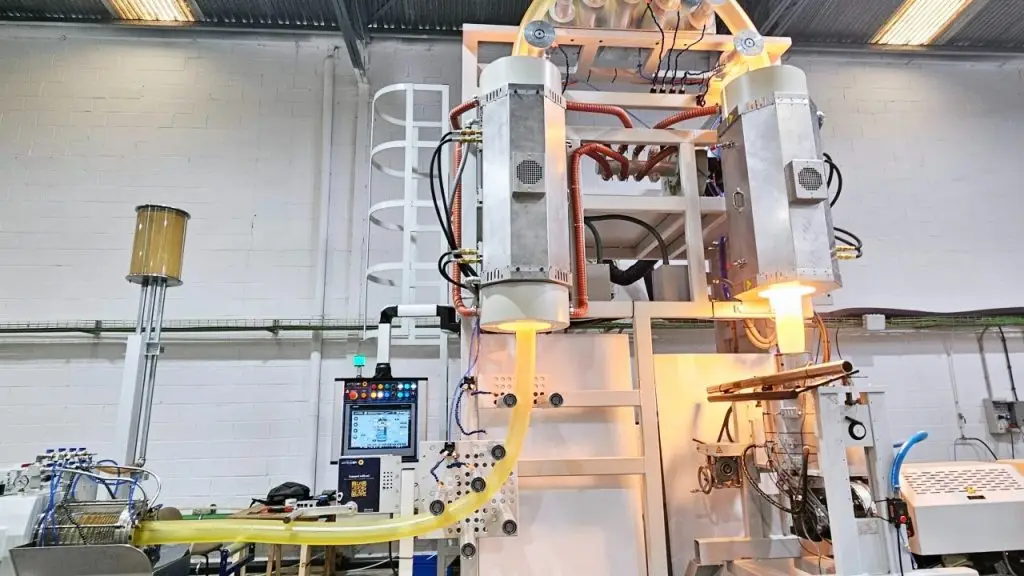
Günümüzde PEX-a boru üretiminde en ileri teknoloji, sürekli vidalı ekstrüzyon ile hat içi kızılötesi (IR) fırın çapraz bağlama sisteminin birlikte kullanılmasıdır. Bu yöntem, önde gelen makine üreticileri tarafından geliştirilmiş olup; üretim kapasitesi, ürün kalitesi ve proses kontrolü açısından ram ekstrüzyona göre önemli bir teknolojik üstünlük sağlar.
Bu yöntemde, peroksit içeren HDPE hammadde ekstrüdere beslenir. Vida ve kovan tasarımı, malzemeyi homojen şekilde eritmek üzere optimize edilirken, eriyik sıcaklığı peroksit bozunma sıcaklığının altında tutulur. Bu kritik bir noktadır: ekstrüzyon sırasında çapraz bağlama reaksiyonunun erken başlamaması gerekir. Hassas zon kontrollü ısıtma ve soğutma sistemleri sayesinde peroksit, eriyik içinde homojen şekilde dağılmış halde kalır ve reaksiyon, kalıptan çıkış sonrasına kadar başlatılmaz.
Henüz çapraz bağlanmamış boru, kalıptan çıktıktan hemen sonra ekstrüzyon hattına entegre edilmiş dikey IR fırına girer. Burada boru, yoğun kızılötesi ışınım ile hızla ısıtılarak peroksit aktivasyon sıcaklığının üzerine çıkarılır ve çapraz bağlama reaksiyonu eriyik fazda tamamlanır. IR teknolojisinin en önemli avantajı, ısının boru duvarına derin ve homojen şekilde nüfuz etmesidir. Bu sayede tüm et kalınlığı boyunca eşit çapraz bağlanma sağlanır. Fırın sistemi ayrıca lokal aşırı ısınmayı önleyen soğutma mekanizmaları ve reaksiyon sırasında oluşan gazların uzaklaştırılması için egzoz sistemleri ile donatılmıştır.
Sürekli ekstrüzyon ve IR çapraz bağlama teknolojisi, üretim verimliliği açısından ciddi avantajlar sunar. Modern hatlar, dakikada 30 metreye kadar üretim hızlarına ulaşarak geleneksel ram ekstrüzyona göre yaklaşık 5–6 kat daha yüksek kapasite sağlar. Aynı zamanda ürün kalitesi de belirgin şekilde iyileşir. Boru yüzeyi daha düzgün, ölçü toleransları daha stabil ve üretim tamamen kesintisiz hale gelir. Bu sürekli yapı sayesinde EVOH oksijen bariyer katmanı, otomatik sarım sistemleri ve hat içi kalite kontrol çözümleri tek bir entegre sistemde birleştirilebilir.
3.3 Soğutma ve Downstream Süreçleri
Çapraz bağlama işlemi tamamlandıktan sonra boru, kontrollü soğutma sistemine girer. Bu aşama genellikle su banyoları veya sprey soğutma tankları ile gerçekleştirilir. Soğutma hızı dikkatle kontrol edilmelidir. Amaç, borunun boyutsal stabilitesini sağlamak ve iç gerilmeleri minimum seviyede tutmaktır.
Aşırı hızlı soğutma, düzensiz kristal yapı oluşumuna ve iç gerilmelere neden olabilir. Yetersiz soğutma ise boyutsal bozulmalara yol açabilir. Kontrollü soğutma ile malzeme, çapraz bağlı yapısına uygun şekilde dengeli kristalleşir.
Soğutma sonrası boru, çekici ünite (haul-off) ile sabit hızda ilerletilir. Ardından lazer veya ultrasonik ölçüm sistemleri ile çap ve et kalınlığı kontrol edilir. Son aşamada boru işaretleme, kesim veya otomatik sarım sistemlerine yönlendirilir.
Modern üretim hatlarında çok katmanlı üretim de mümkündür. PEX-a borunun üzerine EVOH oksijen bariyer katmanı ve dış koruyucu PE katmanı eklenerek 3 veya 5 katmanlı kompozit borular tek hat üzerinde üretilebilir.
3.4 Kalite Kontrol ve Test Süreçleri

EX-a boru üretiminde kalite kontrol, hat içi izleme sistemleri ile laboratuvar testlerinin birlikte uygulanmasıyla sağlanır. Üretim sırasında boru çapı, et kalınlığı ve proses parametreleri sürekli olarak izlenerek stabil ve tutarlı üretim garanti altına alınır.
Çapraz bağlanma derecesi, ASTM D2765 standardına uygun jel oranı (gel content) testi ile doğrulanır. Bu test, malzemenin çözünmeyen kısmını ölçer ve ASTM F876 standardına göre minimum %65 çapraz bağlanma oranı gereklidir. Pratikte ise PEX-a borular genellikle daha yüksek değerlere ulaşarak etkin ve homojen çapraz bağlanmayı gösterir.
Nihai ürünler ayrıca basınç dayanımı, uzun vadeli performans ve çevresel ile kimyasal etkilere karşı direnç açısından test edilir. Tüm bu kontroller, uluslararası standartlara uygunluk sağlayarak yüksek kaliteli ve güvenilir üretimi garanti eder.
4. Standartlar ve Kalite Gereksinimleri
PEX boruların üretimi, test edilmesi ve kullanımı; uluslararası, Avrupa, Alman ve Amerikan standartlarından oluşan kapsamlı bir çerçeve ile düzenlenir. Bu standartlar; malzeme özellikleri, boyutsal toleranslar, test yöntemleri ve performans kriterlerini tanımlayarak ürün güvenliği, güvenilirliği ve sistem uyumluluğunu garanti altına alır. PEX-a boru sistemleri için başlıca referans standartlar bu kapsamda belirlenmiştir.
5. Sonuç
Peroksit (Engel) yöntemi ile üretilen PEX-a çapraz bağlı polietilen, performans ve kalite açısından sektörün referans malzemesi konumundadır. PEX-a’nın en önemli avantajı üretim sürecinden kaynaklanır. Çapraz bağlanma, HDPE’nin kristal erime sıcaklığının üzerinde, eriyik fazda gerçekleşir ve bu sayede homojen dağılımlı, düşük iç gerilimli ve yüksek çapraz bağ yoğunluğuna sahip üç boyutlu bir yapı elde edilir. Bu yapı; yüksek esneklik, güçlü termal hafıza, üstün çatlak direnci ve uzun vadeli basınç dayanımı gibi kritik performans avantajlarını beraberinde getirir.
PEX-b ve PEX-c malzemeleri, standart gereklilikleri karşılayabilen alternatifler olsa da, kullanılan çapraz bağlama yöntemlerinin doğası gereği bazı sınırlamalara sahiptir. PEX-b’de silan bazlı kimyasal yapı ve ekstrüzyon sonrası kürleme süreci, PEX-c’de ise radyasyon kaynaklı homojenlik zorlukları bu sınırlamalar arasında yer alır. PEX-a ise eriyik fazda gerçekleşen hat içi çapraz bağlama yöntemi sayesinde bu dezavantajları ortadan kaldırır.
ISO 15875, EN ISO 15875, DIN 16892/16893, ASTM F876/F877 ve ASTM D2765 gibi uluslararası standartlar, PEX-a boruların pazara sunulmadan önce kapsamlı testlerden geçmesini sağlar. Bu standartlar, ürünlerin uzun ömür, güvenilir performans ve yüksek kalite gereksinimlerini karşılamasını garanti eder.
PEX-a; mühendisler, proje tasarımcıları, uygulayıcılar ve makine üreticileri için, uzun ömürlü, yüksek performanslı ve güvenilir borulama sistemleri için teknik olarak en doğru tercihlerden biridir.
PEX-a üretimine yatırım yapmayı planlayan üreticiler için doğru ekstrüzyon teknolojisinin seçimi, hem ürün kalitesi hem de üretim verimliliği açısından kritik öneme sahiptir.
Yeni bir proje planlıyorsanız veya mevcut üretim hattınızı optimize etmek istiyorsanız, bizimle iletişime geçebilirsiniz:
Reach out anytime — we’re ready to support your project.
