

1. Введение
Сшитый полиэтилен, обычно обозначаемый как PEX или PE-X в европейской номенклатуре, представляет собой термореактивный полимер, получаемый путём создания ковалентных связей между отдельными макромолекулярными цепями полиэтилена. В отличие от традиционного термопластичного полиэтилена высокой плотности (HDPE), трёхмерная сетевая структура PEX предотвращает плавление материала при нагреве, обеспечивая значительно более высокую термостойкость, механическую прочность при длительной нагрузке и устойчивость к растрескиванию под воздействием окружающей среды.
Эти свойства сделали PEX предпочтительным материалом для напорных трубопроводных систем в инженерных сетях зданий, системах отопления и охлаждения, распределении питьевой воды и широком спектре промышленных применений.
Обозначения PEX-a, PEX-b и PEX-c относятся не к уровню качества, а к методу сшивки, используемому при производстве.
Среди этих методов PEX-a занимает особое место на рынке. Поскольку реакция сшивки происходит, когда полиэтилен находится в аморфном расплавленном состоянии, выше температуры плавления кристаллической фазы, PEX-a обеспечивает максимально равномерную и однородную сетчатую структуру по всей толщине стенки трубы.
Именно это лежит в основе механических и эксплуатационных преимуществ PEX-a, благодаря которым этот материал широко применяется в системах тёплого пола, горячего и холодного водоснабжения, централизованного отопления и системах снеготаяния.
2. Преимущества PEX-a
2.1 Гибкость
PEX-a считается наиболее гибким видом среди всех типов сшитого полиэтилена.
Пероксидная сшивка, происходящая при температуре от 150°C до 200°C в фазе расплава, формирует однородную структуру с низким уровнем остаточных напряжений.
На практике трубы PEX-a могут изгибаться с минимальным радиусом примерно в 5–6 наружных диаметров трубы без использования дополнительных инструментов, тогда как для PEX-b обычно требуется радиус около 8 наружных диаметров.
Такая гибкость упрощает монтаж в ограниченных пространствах, снижает количество фитингов и уменьшает трудозатраты.
2.2 Термостойкость
Сетчатая молекулярная структура PEX-a обеспечивает высокую термическую стабильность.
В отличие от HDPE, который размягчается и плавится при температурах выше примерно 130°C, PEX не имеет выраженной температуры плавления, так как ковалентные связи между цепями препятствуют течению материала.
Согласно ISO 15875-1, системы трубопроводов из PEX могут непрерывно работать при температурах 70°C или 80°C с допустимыми кратковременными пиками до 90°C или 95°C.
В аварийных режимах PEX-a способен выдерживать температуры выше 100°C без разрушения конструкции.
2.3 Устойчивость к давлению
Трубы PEX-a рассчитаны на рабочие давления в соответствии с требованиями ISO 15875 и ASTM F876.
Например, в Северной Америке стандартная труба SDR-9 PEX рассчитана на давление 160 psi, что примерно соответствует 11 бар при температуре 23°C.
В Европе используются классы эксплуатации и соответствующие проектные давления. Например, для класса 2 при температуре 70°C допускается максимальное рабочее давление 8 бар в течение 50-летнего срока службы.
2.4 Устойчивость к растрескиванию и стресс-коррозии
Одним из главных преимуществ сшивки полиэтилена является значительное повышение устойчивости к растрескиванию под воздействием окружающей среды.
Для обычного полиэтилена основным механизмом разрушения является медленное образование трещин под нагрузкой в присутствии поверхностно-активных веществ.
Сшивка практически устраняет этот механизм разрушения, так как молекулярные цепи объединяются в единую сеть.
PEX-a, благодаря высокой и равномерной степени сшивки, обычно в пределах 70–80%, демонстрирует превосходную устойчивость к медленному росту трещин.
2.5 Термическая память
Одним из наиболее полезных свойств PEX-a является термическая память или эффект восстановления формы.
Если труба была перегнута, деформирована или пережата, её исходную форму можно восстановить путём локального нагрева, обычно строительным феном.
Это возможно благодаря тому, что ковалентные связи внутри структуры выступают как фиксированные точки, определяющие исходную форму материала.
После нагрева молекулярные цепи получают возможность вернуться в первоначальное состояние.
Это свойство выражено значительно сильнее у PEX-a, чем у PEX-b или PEX-c.
2.6 Длительный срок службы
Системы трубопроводов из PEX рассчитаны на срок службы 50 лет и более при соблюдении условий эксплуатации, указанных в ISO 15875.
Долговечность PEX-a подтверждается испытаниями под давлением по ISO 1167, при которых трубы выдерживаются под внутренним давлением при повышенных температурах в течение 10 000 часов и более.
PEX-a от ведущих производителей обычно демонстрирует значения прочности значительно выше минимально требуемых.
2.7 Преимущества монтажа
Сочетание гибкости, термической памяти и стабильных свойств материала обеспечивает существенные преимущества при монтаже.
PEX-a может поставляться в длинных бухтах, что позволяет прокладывать непрерывные участки труб от коллектора до точки подключения без промежуточных соединений.
Гибкость позволяет обходить препятствия без большого количества фитингов.
PEX-a также совместим с системой фитингов холодного расширения по ASTM F1960, при которой конец трубы расширяется, надевается на фитинг и затем сжимается обратно.
Такой метод соединения обеспечивает полное проходное сечение и высокую устойчивость к вырыванию.
2.8 Сравнение с PEX-b и PEX-c
Хотя все три типа PEX должны соответствовать одинаковым минимальным требованиям ASTM F876 и ISO 15875, между ними существуют существенные различия.
PEX-b, сшиваемый с помощью силанового метода, обычно более жёсткий и менее гибкий.
PEX-b также требует дополнительного этапа отверждения после экструзии.
PEX-c, производимый методом электронного облучения, использует такую же углеродную сетку, как и PEX-a, однако равномерность сшивки по толщине стенки трубы может быть сложнее обеспечить, особенно для больших диаметров.
PEX-a избегает этих ограничений благодаря сшивке непосредственно в расплаве.
3. Процесс производства PEX-a
Производство PEX-a существенно развилось с момента появления оригинального патента Энгеля в 1960-х годах.
Сегодня используются два основных метода:
3.1 Традиционная поршневая экструзия
Изначально PEX-a производился методом поршневой экструзии.
В этом процессе смесь HDPE и пероксида загружается в нагреваемый цилиндр и продавливается через длинную нагретую головку с помощью поршня.
Температура головки и дорна обычно составляет от 200°C до 250°C.
Сшивка происходит непосредственно в процессе прохождения материала через головку.
Главными недостатками метода являются низкая производительность, ограниченная длина трубы, следы от поршня на поверхности и сложность масштабирования.
3.2 Современная непрерывная экструзия с инфракрасной сшивкой
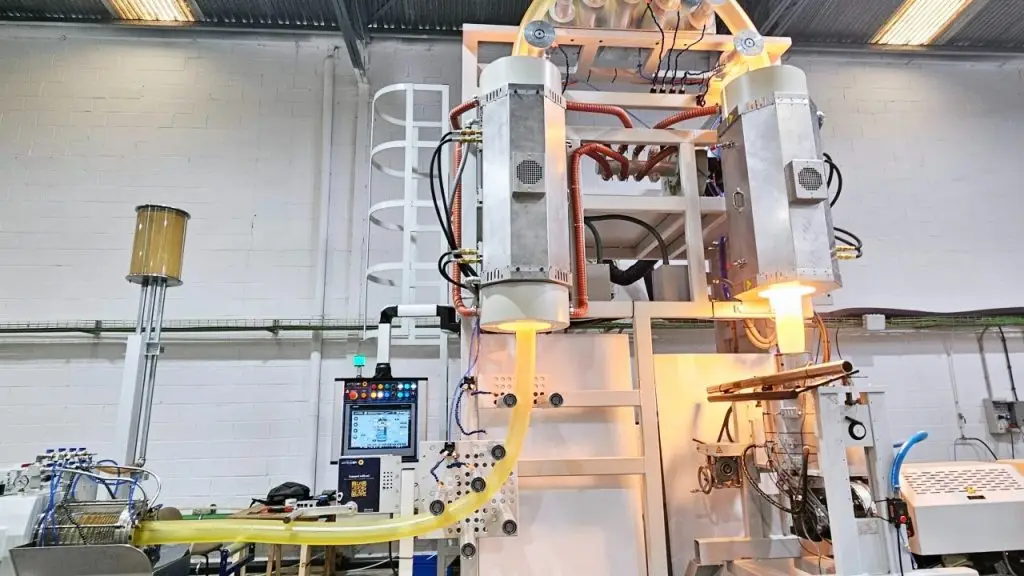
Современным стандартом производства PEX-a является непрерывная шнековая экструзия с встроенной инфракрасной печью.
В этом процессе HDPE с пероксидом подаётся в экструдер.
Конструкция шнека и цилиндра позволяет расплавить и гомогенизировать материал, не запуская преждевременно реакцию сшивки.
Сразу после выхода из головки труба поступает в вертикальную инфракрасную печь.
Инфракрасное излучение быстро нагревает материал выше температуры разложения пероксида, завершая процесс сшивки.
Такой метод обеспечивает равномерную сшивку по всей толщине стенки трубы.
Современные линии могут достигать скорости производства до 30 м/мин, что примерно в шесть раз выше, чем у традиционной поршневой экструзии.
3.3 Охлаждение и последующая обработка
После завершения сшивки труба поступает в систему охлаждения, обычно состоящую из ванн или камер с распылением воды.
Скорость охлаждения должна тщательно контролироваться, чтобы избежать остаточных напряжений и деформаций.
После охлаждения труба проходит через тянущее устройство, систему контроля диаметра и толщины стенки, маркировку и резку или автоматическую намотку.
Современные линии также позволяют наносить слой EVOH и внешний защитный слой PE.
3.4 Контроль качества и испытания
