

البولي إيثيلين المتشابك، المعروف باسم PEX أو PE-X في التسمية الأوروبية، هو بوليمر حراري متصلب يتم إنتاجه من خلال إنشاء روابط تساهمية بين سلاسل البولي إيثيلين الجزيئية الفردية. وعلى عكس البولي إيثيلين عالي الكثافة التقليدي HDPE، فإن البنية الشبكية ثلاثية الأبعاد في PEX تمنع المادة من الانصهار عند التسخين، مما يؤدي إلى تحسين كبير في مقاومة الحرارة، والثبات الميكانيكي تحت الأحمال المستمرة، ومقاومة التشقق الناتج عن الإجهاد البيئي. وقد جعلت هذه الخصائص من PEX مادة مفضلة لأنظمة الأنابيب المضغوطة، والتدفئة والتبريد المائي، وشبكات مياه الشرب، بالإضافة إلى مجموعة متزايدة من التطبيقات الصناعية.
تشير التسميات PEX-a وPEX-b وPEX-c إلى طريقة التشابك المستخدمة أثناء التصنيع، وليس إلى مستوى الجودة. يتم إنتاج PEX-a باستخدام طريقة البيروكسيد، المعروفة صناعيًا باسم طريقة Engel نسبة إلى مخترعها الألماني Thomas Engel الذي سجل براءة الاختراع في منتصف الستينيات. أما PEX-b فيتم تصنيعه باستخدام عملية تعتمد على السيلان والرطوبة، حيث يحدث التشابك بعد عملية البثق. بينما يتم إنتاج PEX-c من خلال تعريض الأنابيب المبثوقة إلى إشعاع إلكتروني عالي الطاقة. وهناك نوع رابع يعرف باسم PEX-d يعتمد على مركبات الآزو، لكنه لا يمتلك حضورًا تجاريًا مهمًا في أنظمة مياه الشرب.
من بين هذه الطرق، يحتل PEX-a مكانة مميزة في السوق. لأن عملية التشابك بالبيروكسيد تتم بينما يكون البولي إيثيلين في حالته المنصهرة وغير المتبلورة، أي فوق درجة الانصهار البلورية، فإن PEX-a يحقق شبكة متجانسة وموحدة من الروابط عبر كامل سماكة الأنبوب. هذه الخاصية هي الأساس للعديد من المزايا الميكانيكية والأدائية التي أدت إلى الانتشار الواسع لـ PEX-a في التطبيقات الصعبة، بما في ذلك أنظمة التدفئة الأرضية، وتمديدات المياه الساخنة والباردة، وشبكات التدفئة المركزية، وأنظمة إذابة الثلوج. ويعتبر PEX-a الخيار الأكثر انتشارًا في دول الشمال الأوروبي ومعظم أوروبا الوسطى، كما شهد استخدامه نموًا كبيرًا في أمريكا الشمالية منذ إصدار معيار ASTM F876 في عام 1984.
يعتبر PEX-a أكثر أنواع البولي إيثيلين المتشابك مرونة. تؤدي عملية التشابك بالبيروكسيد، التي تتم بين 150 و200 درجة مئوية في مرحلة الانصهار، إلى تكوين شبكة متجانسة ذات إجهاد داخلي منخفض بطبيعته. وبما أن السلاسل البوليمرية تتشابك وهي في حالة غير متبلورة، فإن المادة الناتجة تكون أكثر نعومة ومرونة مقارنة بـ PEX-b أو PEX-c، حيث يحدث التشابك بعد البثق أو تحت درجة الانصهار البلورية.
من الناحية العملية، يمكن لأنابيب PEX-a الوصول إلى نصف قطر انحناء يساوي تقريبًا خمسة إلى ستة أضعاف القطر الخارجي دون الحاجة إلى أدوات مساعدة، مقارنة بحوالي ثمانية أضعاف القطر الخارجي المطلوبة عادةً في PEX-b. تساعد هذه المرونة على تسهيل التركيب في المساحات الضيقة، وتقليل عدد الوصلات المطلوبة، وخفض تكاليف العمالة.
توفر الشبكة الجزيئية المتشابكة في PEX-a مقاومة ممتازة للحرارة. ففي حين أن HDPE التقليدي يبدأ باللين ثم الانصهار عند درجات حرارة تتجاوز تقريبًا 130 درجة مئوية، فإن PEX المتشابك لا يذوب فعليًا لأن الروابط التساهمية بين السلاسل تمنع تدفق الجزيئات.
وفقًا لفئات التطبيق المحددة في ISO 15875-1، يمكن لأنظمة أنابيب PEX العمل بشكل مستمر عند درجات حرارة تصل إلى 70 أو 80 درجة مئوية، مع السماح بارتفاعات مؤقتة إلى 90 أو 95 درجة مئوية حسب فئة التطبيق. وفي ظروف الأعطال قصيرة المدى، يمكن لـ PEX-a تحمل درجات حرارة تتجاوز 100 درجة مئوية دون فشل هيكلي، وهو ما يمثل هامش أمان مهم في أنظمة التدفئة.
تدعم كثافة التشابك العالية والمتجانسة في PEX-a بقاء معامل القص مستقرًا نسبيًا حتى عند درجات الحرارة المرتفعة، وهو أمر مهم لقوة التحمل الهيدروستاتيكي ومقاومة الزحف تحت الضغط المستمر.
يتم تصنيف أنابيب PEX-a لتحمل ضغوط التشغيل وفقًا لمتطلبات ISO 15875 وASTM F876. في أمريكا الشمالية، يتم تصنيف أنابيب PEX SDR-9 القياسية لتحمل ضغط يصل إلى 160 psi أو حوالي 11 بار عند 23 درجة مئوية، مع تخفيض القيم عند درجات الحرارة الأعلى.
أما في أوروبا، فتستخدم المعايير نظام فئات تطبيق مرتبط بدرجات حرارة وضغوط محددة. على سبيل المثال، تسمح الفئة الثانية عند 70 درجة مئوية بضغط تصميمي أقصى يبلغ 8 بار لمدة تشغيل تصل إلى 50 عامًا.
تظهر اختبارات التحمل الهيدروستاتيكي طويلة المدى وفقًا لـ ISO 1167 ومنهجية DIN 16892 أن أنابيب PEX-a تتمتع بأنماط فشل مرنة ومتوقعة بدلًا من التشقق الهش الذي قد يحدث في المواد غير المتشابكة بشكل كافٍ. ويرجع ذلك مباشرة إلى التجانس في شبكة التشابك وغياب تركيزات الإجهاد البلورية.
من أهم مزايا التشابك في البولي إيثيلين التحسن الكبير في مقاومة التشقق الناتج عن الإجهاد البيئي. يعد التشقق الناتج عن الإجهاد المستمر والمواد الفعالة سطحيًا السبب الرئيسي لفشل أنابيب PE التقليدية.
تساعد عملية التشابك على القضاء على هذا النوع من الفشل من خلال ربط السلاسل الجزيئية في شبكة تمنع انفصالها أو سحبها من بعضها البعض. وبفضل نسبة التشابك العالية والمتجانسة في PEX-a، والتي تتراوح عادة بين 70 و80٪ وفقًا لمعيار ASTM D2765، فإنه يظهر مقاومة ممتازة لنمو التشققات البطيء.
يتضمن معيار ASTM F876 اختبارات إلزامية لمقاومة التشقق الناتج عن الإجهاد البيئي، ويحقق PEX-a نتائج ممتازة فيها بسبب اكتمال وانتظام التشابك في كامل سماكة الجدار.
من الخصائص المميزة والمفيدة عمليًا لـ PEX-a ما يعرف بالذاكرة الحرارية أو استعادة الشكل. إذا تعرض الأنبوب للانثناء الزائد أو الانبعاج أثناء التركيب، يمكن استعادة شكله الأصلي إلى حد كبير من خلال تسخينه بشكل موضعي باستخدام مسدس حراري.
تحدث هذه الظاهرة لأن الروابط التساهمية داخل المادة تعمل كنقاط تثبيت دائمة تحدد الشكل الأساسي للشبكة البوليمرية. وعند تسخين الأنبوب إلى درجة معينة، تصبح السلاسل الجزيئية أكثر قدرة على الحركة وتعود إلى شكلها الأصلي.
هذه الخاصية أكثر وضوحًا في PEX-a مقارنة بـ PEX-b أو PEX-c، لأن الشبكة المتجانسة والكثيفة في PEX-a تخزن قدرًا أكبر من الطاقة المرنة القابلة للاسترجاع.
تم تصميم أنظمة أنابيب PEX للعمل لمدة 50 عامًا أو أكثر ضمن ظروف التشغيل المحددة في ISO 15875 والمعايير الوطنية المرتبطة به.
يتم التحقق من الأداء طويل المدى لـ PEX-a من خلال اختبارات الضغط الهيدروستاتيكي وفقًا لـ ISO 1167، حيث يتم تعريض العينات لضغط داخلي ودرجات حرارة مرتفعة لفترات تصل إلى 10,000 ساعة أو أكثر.
بعد ذلك، تتم مقارنة النتائج مع المنحنيات المرجعية المحددة في DIN 16892 وISO 15875-2 للتأكد من أن المادة تحقق الحد الأدنى المطلوب من القوة طويلة المدى.
عادةً ما تتجاوز أنابيب PEX-a من الشركات المعروفة هذه الحدود المطلوبة، مما يوفر هامش أمان إضافيًا على مدى العمر التصميمي المقصود.
يؤدي الجمع بين المرونة، والذاكرة الحرارية، وثبات خصائص المادة إلى مزايا عملية واضحة أثناء التركيب. يمكن توفير أنابيب PEX-a في لفات طويلة، مما يسمح بتنفيذ خطوط مستمرة من المجمع إلى نقطة الاستخدام دون الحاجة إلى وصلات وسيطة، وبالتالي تقليل احتمالية حدوث التسربات.
كما تسمح مرونة المادة بتمرير الأنابيب داخل المساحات الضيقة وحول العوائق باستخدام الانحناءات البسيطة بدلًا من الأكواع والوصلات.
يتوافق PEX-a أيضًا مع أنظمة التوصيل بالتمدد البارد وفقًا لمعيار ASTM F1960، حيث يتم توسيع طرف الأنبوب ميكانيكيًا ثم يضيق مرة أخرى حول الوصلة. تستفيد هذه الطريقة من خاصية الاسترجاع المرن في PEX-a وتنتج وصلات ذات مقطع تدفق كامل ومقاومة عالية للسحب.
كما أن الوزن الخفيف لـ PEX مقارنة بالنحاس أو الفولاذ يساعد على تقليل تكاليف النقل، وتسهيل المناولة في الموقع، وتسريع أعمال التركيب.
على الرغم من أن جميع أنواع PEX الثلاثة يجب أن تحقق نفس الحد الأدنى من متطلبات الأداء وفقًا لـ ASTM F876 أو ISO 15875، فإن الخصائص الداخلية للمادة تختلف بشكل مهم.
يتم تشابك PEX-b باستخدام السيلان والرطوبة بعد البثق، حيث تتكون الروابط من جسور سيليكون-أكسجين-سيليكون بين السلاسل البوليمرية. قد تؤدي هذه البنية إلى منتج أكثر صلابة وأقل مرونة مقارنة بـ PEX-a.
كما يتطلب PEX-b خطوة معالجة إضافية بعد البثق، غالبًا باستخدام البخار لعدة ساعات، مما يزيد من وقت الإنتاج والتكلفة لكل وحدة.
أما PEX-c، الذي يتم إنتاجه باستخدام الإشعاع الإلكتروني بعد البثق، فيمتلك نفس نوع الروابط الكربونية المباشرة الموجودة في PEX-a. ولكن نظرًا لأن الإشعاع يتم من السطح الخارجي للأنبوب، فقد يكون من الصعب تحقيق تشابك متجانس عبر كامل سماكة الجدار، خاصة في الأنابيب ذات الأقطار الكبيرة.
قد تتعرض الطبقات الخارجية إلى جرعة إشعاع أعلى من الطبقات الداخلية، مما يؤدي إلى تفاوت في كثافة التشابك، وقد يسبب هشاشة سطحية إذا لم تتم العملية بدقة.
أما PEX-a فيتفادى هذه المشكلات لأن التشابك يتم في مرحلة الانصهار، مما يضمن تجانسًا كاملًا في كامل المادة وهي في حالة غير متبلورة.
تطورت تقنيات إنتاج PEX-a بشكل كبير منذ براءة اختراع Engel الأصلية في الستينيات.
يوجد اليوم أسلوبان رئيسيان للإنتاج الصناعي:
تعتمد كلتا الطريقتين على كيمياء البيروكسيد لتحقيق التشابك أثناء وجود المادة في الحالة المنصهرة، لكنهما تختلفان بشكل كبير من حيث الإنتاجية، وتصميم المعدات، وخصائص المنتج النهائي.
في الأقسام التالية، سيتم توضيح أساسيات المواد الخام والكيمياء المستخدمة، يليها شرح تفصيلي لكل طريقة إنتاج.
تعتبر طريقة البثق بالمكبس، أو ما يعرف بالبثق بالرام، الطريقة الصناعية الأصلية لإنتاج PEX-a.
في هذه العملية، يتم تحميل خليط HDPE والبيروكسيد داخل أسطوانة ساخنة، ثم يتم دفعه عبر قالب طويل ومُسخن تحت ضغط عالٍ بواسطة مكبس متحرك.
يتم الحفاظ على درجات حرارة القالب والماندرل بين 200 و250 درجة مئوية.
تحدث عملية التشابك تدريجيًا أثناء مرور البوليمر المنصهر عبر القالب، بحيث تكون التفاعلات مكتملة تقريبًا عند خروج الأنبوب.
أحد التحديات الهندسية الرئيسية في هذه العملية هو التحكم في الاحتكاك بين المادة المتشابكة عالية اللزوجة والأسطح الداخلية للقالب. ويتم التعامل مع ذلك باستخدام طلاءات PTFE أو التفلون داخل القالب، بالإضافة إلى معالجات خاصة للماندرل مثل التخشيش والأغلفة المقاومة للحرارة.
تعتبر عملية البثق بالمكبس بطبيعتها عملية دفعية أو شبه مستمرة. يحدد طول شوط المكبس طول الأنبوب الذي يمكن إنتاجه في كل دورة، كما أن سرعات الإنتاج تكون منخفضة نسبيًا.
غالبًا ما يظهر على سطح الأنبوب علامات حلقية مميزة ناتجة عن حركة المكبس.
ورغم أن هذه الطريقة لا تزال مستخدمة، خاصة في الأسواق التي تفضل الاستثمار الرأسمالي الأقل، إلا أنها تعتبر بشكل متزايد تقنية قديمة لإنتاج أنابيب PEX-a.
تشمل أبرز عيوبها انخفاض الإنتاجية، والطبيعة الدفعية للتغذية، وعدم انتظام تشطيب السطح، وصعوبة التوسع إلى أحجام إنتاج كبيرة.
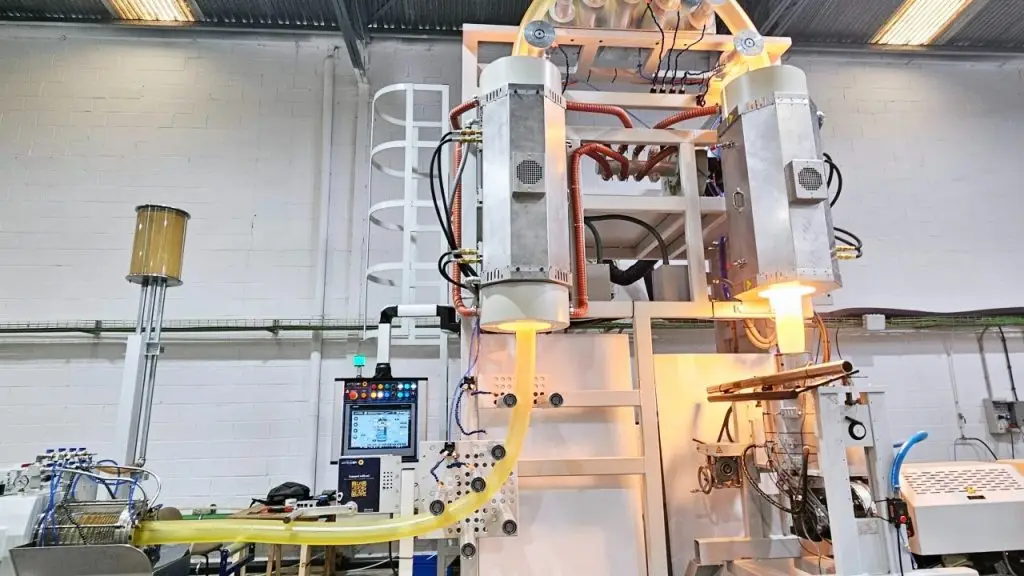
تعتبر تقنية البثق المستمر باستخدام اللولب مع التشابك داخل فرن الأشعة تحت الحمراء أحدث ما وصلت إليه صناعة إنتاج PEX-a. وقد تم تطوير هذه الطريقة وتحسينها من قبل كبرى شركات تصنيع المعدات، وتمثل تقدمًا كبيرًا مقارنة بالبثق بالمكبس من حيث الإنتاجية، وجودة المنتج، والتحكم في العملية.
في هذه الطريقة، يتم تغذية مركب HDPE المحتوي على مادة البيروكسيد إلى داخل الباثق. ويتم تصميم البرغي والأسطوانة بطريقة تسمح بصهر المادة وخلطها بشكل متجانس مع الحفاظ على درجة حرارة أقل من نقطة تحلل البيروكسيد.
وهذا يمثل فرقًا جوهريًا في العملية، حيث يجب على الباثق أن يحقق صهرًا وخلطًا كاملين دون بدء عملية التشابك بشكل مبكر.
يتم تحقيق ذلك من خلال التحكم الدقيق في درجات الحرارة عبر مناطق التسخين والتبريد المختلفة داخل الأسطوانة، مما يضمن بقاء البيروكسيد مستقرًا وموزعًا بشكل متجانس داخل المادة المنصهرة عند خروجها من القالب.
بعد تشكيل الأنبوب وقبل حدوث التشابك، يدخل الأنبوب مباشرة إلى فرن عمودي يعمل بالأشعة تحت الحمراء ومثبت على خط الإنتاج.
يقوم هذا الفرن بتعريض الأنبوب إلى إشعاع حراري مكثف يرفع درجة حرارة البوليمر بسرعة فوق نقطة تحلل البيروكسيد، مما يؤدي إلى اكتمال عملية التشابك بينما تكون المادة لا تزال في الحالة المنصهرة.
من أهم مزايا التسخين بالأشعة تحت الحمراء مقارنة بالتسخين التقليدي أن الأشعة تخترق جدار الأنبوب بشكل أعمق وأكثر تجانسًا، مما يحقق تشابكًا متساويًا عبر كامل سماكة الجدار.
كما يتضمن الفرن أنظمة تبريد مدمجة لمنع ارتفاع الحرارة بشكل موضعي، بالإضافة إلى أنظمة شفط لإزالة الغازات الناتجة عن تفاعل التشابك، مثل الأسيتوفينون الناتج من DCP أو التيرت-بيوتانول الناتج من DTBP.
توفر تقنية البثق المستمر مع التشابك بالأشعة تحت الحمراء مزايا كبيرة من حيث الإنتاجية.
يمكن للخطوط الحديثة تحقيق سرعات إنتاج تصل إلى 30 مترًا في الدقيقة، أي ما يعادل تقريبًا ستة أضعاف سرعة البثق التقليدي بالمكبس.
كما تتحسن جودة المنتج بشكل ملحوظ، حيث يتميز الأنبوب بسطح ناعم ومنتظم دون العلامات الحلقية التي تظهر في البثق بالمكبس، إلى جانب دقة عالية في الأبعاد.
وتسمح الطبيعة المستمرة للعملية بالتكامل مع عمليات أخرى مثل إضافة طبقة EVOH المقاومة للأكسجين، وأنظمة اللف الأوتوماتيكية، وأنظمة مراقبة الجودة داخل الخط، ضمن نظام إنتاج متكامل وآلي بالكامل.
بعد خروج الأنبوب من منطقة التشابك، سواء من القالب في البثق بالمكبس أو من فرن الأشعة تحت الحمراء في البثق المستمر، يدخل الأنبوب إلى مرحلة التبريد المتحكم بها.
تتضمن هذه المرحلة عادة سلسلة من أحواض المياه أو غرف التبريد بالرش.
يجب التحكم في معدل التبريد بعناية لضمان ثبات الأبعاد وتقليل الإجهادات الحرارية المتبقية داخل جدار الأنبوب.
تتم عملية التبريد بشكل تدريجي للسماح للبوليمر بالتبلور بطريقة منتظمة داخل الشبكة المتشابكة.
قد يؤدي التبريد السريع جدًا إلى تبلور غير متجانس وإجهادات داخلية، بينما قد يؤدي التبريد البطيء جدًا إلى فقدان الثبات البعدي.
بعد التبريد، يمر الأنبوب عبر وحدة سحب للحفاظ على شد ثابت وسرعة خط مستقرة، ثم يتم قياس القطر الخارجي وسماكة الجدار باستخدام أجهزة ليزر أو أجهزة فوق صوتية.
بعد ذلك، يتم وضع العلامات على الأنبوب، ثم يتم قطعه إلى أطوال محددة أو لفه أوتوماتيكيًا.
في الخطوط الحديثة المستمرة، تتوفر أيضًا إمكانية إنتاج أنابيب متعددة الطبقات، حيث يمكن إضافة طبقة EVOH لمنع نفاذ الأكسجين وطبقة خارجية من PE للحماية عبر قالب بثق مشترك إضافي، لإنتاج أنابيب ثلاثية أو خماسية الطبقات ضمن عملية إنتاج واحدة متكاملة.
