

Le polyéthylène réticulé, communément appelé PEX (ou PE-X dans la nomenclature européenne), est un polymère thermodurcissable obtenu par l’introduction de liaisons covalentes entre les chaînes macromoléculaires de polyéthylène. Contrairement au polyéthylène haute densité thermoplastique conventionnel (HDPE), la structure tridimensionnelle du PEX empêche le matériau de fondre lorsqu’il est chauffé, ce qui améliore considérablement sa résistance thermique, son intégrité mécanique sous charge continue et sa résistance à la fissuration sous contrainte environnementale. Ces propriétés ont fait du PEX un matériau privilégié pour les systèmes de tuyauterie sous pression dans les bâtiments, les installations de chauffage et de refroidissement hydroniques, la distribution d’eau potable et un nombre croissant d’applications industrielles.
Les désignations PEX-a, PEX-b et PEX-c ne correspondent pas à une hiérarchie de qualité, mais à la méthode de réticulation utilisée lors de la fabrication. Le PEX-a est produit selon la méthode au peroxyde, connue industriellement sous le nom de méthode Engel, du nom de son inventeur allemand Thomas Engel, qui a breveté ce procédé au milieu des années 1960. Le PEX-b est fabriqué à l’aide d’un procédé de réticulation par silane avec durcissement à l’humidité, dans lequel la réticulation intervient comme une étape secondaire après l’extrusion. Le PEX-c est obtenu en exposant les tubes de polyéthylène extrudés à un faisceau d’électrons à haute énergie, un procédé parfois appelé méthode par irradiation. Une quatrième variante, le PEX-d, utilisant une réticulation par composés azoïques, existe mais n’a pas de présence commerciale significative dans les systèmes d’eau potable.
Parmi ces méthodes, le PEX-a occupe une place particulière sur le marché. Comme la réaction de réticulation au peroxyde se produit lorsque le polyéthylène est dans son état fondu amorphe, au-dessus de la température de fusion cristalline, le PEX-a obtient un réseau réticulé très uniforme et homogène sur toute l’épaisseur de la paroi du tube. Cette caractéristique est à l’origine de nombreux avantages mécaniques et de performance qui ont conduit à l’adoption généralisée du PEX-a dans des applications exigeantes, notamment le chauffage par le sol, les réseaux domestiques d’eau chaude et froide, les réseaux de chauffage urbain et les systèmes de fonte de neige.
Le PEX-a est reconnu comme la variante la plus flexible parmi tous les types de polyéthylène réticulé. Le procédé de réticulation au peroxyde produit un réseau uniforme avec de très faibles contraintes résiduelles. En pratique, les tubes PEX-a peuvent atteindre des rayons de courbure minimum d’environ cinq à six fois le diamètre extérieur sans assistance mécanique, contre environ huit fois le diamètre extérieur pour le PEX-b. Cette flexibilité facilite le passage dans les espaces confinés, réduit le nombre de raccords nécessaires et diminue les coûts globaux d’installation.
Le réseau moléculaire réticulé du PEX-a lui confère une excellente stabilité thermique. Alors que le HDPE thermoplastique se ramollit puis fond au-delà d’environ 130 °C, le PEX réticulé ne présente pas de véritable transition de fusion, car les liaisons covalentes entre les chaînes empêchent l’écoulement moléculaire.
Selon les classes d’application définies dans la norme ISO 15875-1, les systèmes de tuyauterie PEX peuvent fonctionner à des températures continues allant jusqu’à 70 °C ou 80 °C, avec des pointes occasionnelles à 90 °C ou 95 °C selon la classe. Pour des conditions de défaut de courte durée, le PEX-a peut supporter des températures supérieures à 100 °C sans défaillance structurelle.
Les tubes PEX-a sont conçus pour résister à des pressions de service conformes aux exigences des normes ISO 15875 et ASTM F876. En Amérique du Nord, les tubes PEX SDR-9 standards sont classés pour une pression de 160 psi, soit environ 11 bars, à 23 °C.
Les normes européennes utilisent un système de classes d’application avec des pressions de service correspondantes. Par exemple, un service de classe 2 à 70 °C permet une pression maximale de 8 bars sur une durée de vie de 50 ans.
L’un des avantages les plus importants de la réticulation du polyéthylène est l’amélioration considérable de la résistance à la fissuration sous contrainte environnementale. La réticulation élimine pratiquement ce mécanisme de défaillance en reliant les chaînes moléculaires dans un réseau qui résiste au désenchevêtrement et à l’arrachement des chaînes.
Grâce à son degré élevé et uniforme de réticulation, généralement compris entre 70 % et 80 %, le PEX-a présente une résistance supérieure à la propagation lente des fissures.
Une propriété distinctive du PEX-a est sa mémoire thermique, parfois appelée mémoire élastique ou récupération de forme. Si un tube PEX-a est pincé, plié ou déformé lors de la manipulation, sa forme initiale peut être largement restaurée en appliquant une chaleur localisée.
Cette propriété est beaucoup plus marquée dans le PEX-a que dans le PEX-b ou le PEX-c, car le réseau réticulé dense et homogène du PEX-a emmagasine davantage d’énergie élastique récupérable.
Les systèmes de tuyauterie PEX sont conçus pour des durées de vie de 50 ans ou plus dans les conditions définies par la norme ISO 15875. Les tubes PEX-a de fabricants reconnus présentent généralement des valeurs de résistance hydrostatique à long terme supérieures aux seuils minimaux requis.
La combinaison de la flexibilité, de la mémoire thermique et de propriétés homogènes offre des avantages pratiques considérables lors de l’installation. Le PEX-a peut être fourni en longues couronnes, permettant des parcours continus sans raccords intermédiaires.
Le matériau est également compatible avec les systèmes de raccordement par expansion à froid, qui exploitent la capacité du tube à retrouver sa forme initiale.
Bien que les trois types de PEX doivent répondre aux mêmes exigences minimales de performance, leurs caractéristiques diffèrent de manière importante. Le PEX-b est généralement plus rigide et nécessite une étape secondaire de post-réticulation. Le PEX-c, obtenu par irradiation, peut présenter des variations de densité de réticulation à travers l’épaisseur de la paroi.
Le PEX-a évite ces limites grâce à une réticulation uniforme dans toute la matière pendant qu’elle est à l’état amorphe.
La technologie de production du PEX-a a considérablement évolué depuis le brevet Engel des années 1960. Aujourd’hui, deux approches principales sont utilisées industriellement : l’extrusion traditionnelle par piston et l’extrusion continue moderne avec réticulation infrarouge en ligne.
La méthode industrielle d’origine pour la production de PEX-a est l’extrusion par piston. Dans ce procédé, le composé HDPE-peroxyde est introduit dans un cylindre chauffé puis forcé à travers une longue filière chauffée sous haute pression.
L’extrusion par piston est un procédé semi-continu dont les vitesses de production sont relativement faibles. La surface des tubes présente souvent des marques circulaires liées aux mouvements du piston.
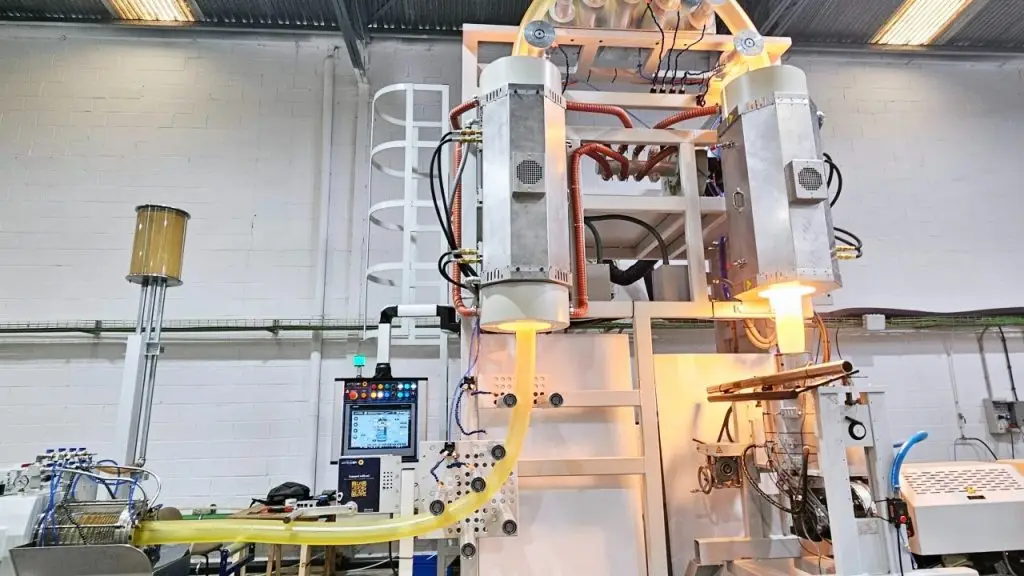
L’état actuel de la technologie de production du PEX-a repose sur l’extrusion continue à vis combinée à une réticulation en ligne par four infrarouge. Cette approche, développée et perfectionnée par les principaux fabricants de machines, représente une avancée majeure par rapport à l’extrusion par piston en termes de productivité, de qualité du produit et de contrôle du procédé.
Dans cette méthode, le composé HDPE contenant un initiateur peroxydique est introduit dans une extrudeuse. La conception de la vis et du fourreau est optimisée pour fondre et homogénéiser le composé tout en maintenant la température de fusion en dessous du seuil de décomposition du peroxyde. Il s’agit d’une distinction essentielle : l’extrudeuse doit assurer une fusion et un mélange complets sans déclencher prématurément la réaction de réticulation.
Un contrôle précis de la température, grâce à des zones de chauffage et de refroidissement soigneusement réglées, garantit que le peroxyde reste intact et uniformément dispersé dans la matière fondue lorsqu’elle quitte l’extrudeuse à travers la filière et la tête d’extrusion.
Le tube extrudé, déjà formé mais pas encore réticulé, entre immédiatement dans un four infrarouge vertical placé en ligne avec l’extrudeuse. Le four IR soumet le tube à un rayonnement infrarouge intense qui élève rapidement la température du polymère au-dessus du point de décomposition du peroxyde et permet de compléter la réaction de réticulation alors que le matériau est encore à l’état fondu.
L’un des principaux avantages du chauffage infrarouge par rapport au transfert thermique convectif est que le rayonnement IR pénètre plus profondément et plus uniformément dans l’épaisseur de la paroi du tube, assurant ainsi une réticulation homogène sur toute la section.
Le four comprend également des systèmes de refroidissement intégrés afin d’éviter toute surchauffe localisée, ainsi que des systèmes d’extraction destinés à éliminer les sous-produits gazeux générés pendant la réaction de réticulation, comme l’acétophénone issue du DCP ou le tert-butanol issu du DTBP.
Les avantages de productivité de l’extrusion continue avec réticulation infrarouge sont considérables. Les lignes modernes, comme celles d’Intelligent Extrusion Systems, peuvent atteindre des vitesses de production allant jusqu’à 30 m/min, soit environ six fois plus que l’extrusion traditionnelle par piston.
La qualité du produit est également améliorée : le tube présente une surface lisse et régulière, sans les marques circulaires caractéristiques de l’extrusion par piston, tout en offrant une excellente stabilité dimensionnelle.
La nature continue du procédé élimine les limites de production par lots associées à l’extrusion par piston et permet l’intégration d’une coextrusion EVOH pour la barrière à l’oxygène, d’un enroulement automatique et d’un contrôle qualité en ligne dans un seul système de production entièrement automatisé.
Après avoir quitté la zone de réticulation, que ce soit la filière dans le cas de l’extrusion par piston ou le four infrarouge dans le cas de l’extrusion continue, le tube entièrement réticulé entre dans une section de refroidissement contrôlée, généralement composée d’une série de bains d’eau ou de chambres de refroidissement par pulvérisation.
La vitesse de refroidissement doit être soigneusement contrôlée afin de garantir la stabilité dimensionnelle et de minimiser les contraintes thermiques résiduelles dans la paroi du tube. Le refroidissement est effectué progressivement, permettant au polymère de cristalliser de manière contrôlée à l’intérieur de son réseau réticulé.
Un refroidissement trop rapide peut provoquer une cristallisation non uniforme et des contraintes internes, tandis qu’un refroidissement insuffisant peut entraîner une instabilité dimensionnelle.
Le tube refroidi passe ensuite dans une unité de tirage qui maintient une tension constante et une vitesse de ligne régulière, suivie d’une mesure en ligne du diamètre et de l’épaisseur de paroi à l’aide de capteurs laser ou ultrasoniques, puis du marquage et enfin de la coupe à longueur ou de l’enroulement automatique.
Dans les lignes continues modernes, une capacité multicouche est également disponible. Le tube PEX-a principal peut recevoir une couche barrière EVOH contre l’oxygène ainsi qu’une couche extérieure de protection en PE grâce à une filière secondaire de coextrusion, permettant de produire des tubes composites à trois ou cinq couches dans un flux de production entièrement intégré.
